



MetalTec HBM 100/3200М (Е22, ручная компенсация прогиба) листогибочный гидравлический пресс

")
")
- Описание
- Особенности
- Характеристики
- Комплектация
НАЗНАЧЕНИЕ:
Гидравлический листогибочный пресс MetalTec HBM 100/3200M, предназначен для гибки листового металла. Операция гибки может выполняться по всей рабочей длине, либо сегментно.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Применяется при производстве различных изделий из листовой стали. Практически любая отрасль машиностроения и металлообработки: машиностроение, судостроение, аэрокосмическая отрасль, производство мебели для лабораторий, медицинская техника и мебель, а также многие другие:
- детали кузова машин;
- воздуховоды и системы вентиляции;
- элементы напольных покрытий, лестницы, двери и лифтовые кабины;
- корпуса электрошкафов и аналогичных устройств;
- кожуха и короба, для практически любого вида оборудования и машин;
- устройства и приборы бытового назначения;
- декоративные изделия;
- и т.д.

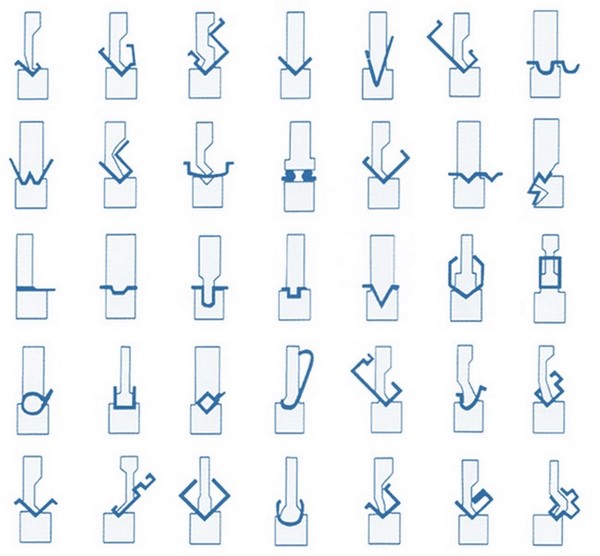
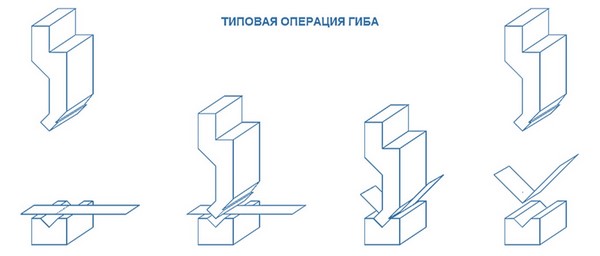
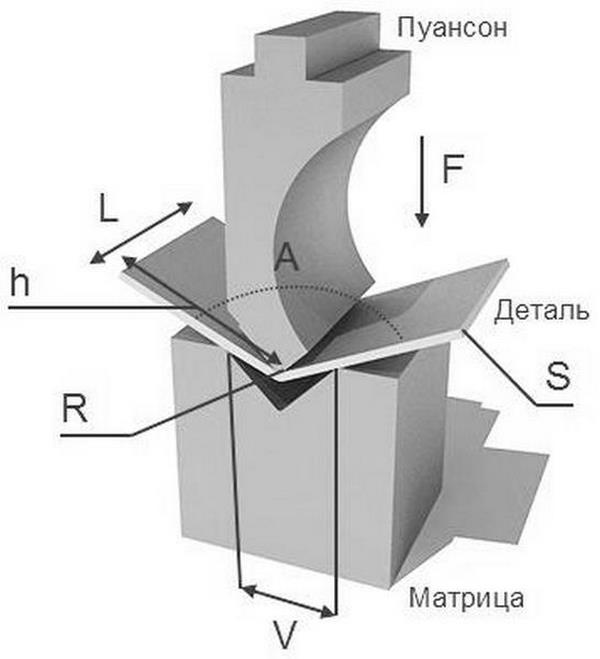
СХЕМЫ ОБРАБОТКИ:
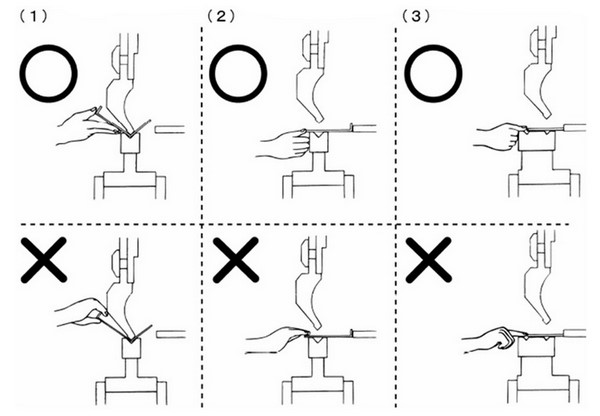
МЕРЫ БЕЗОПАСНОСТИ ПРИ РАБОТЕ:

РАССЧЕТ УСИЛИЯ НА ДЛИНУ ГИБА ЗАГОТОВКИ - 1 МЕТР:
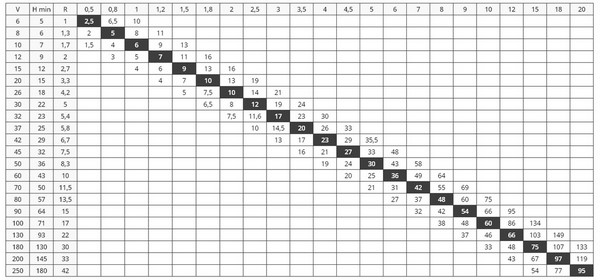
 | F (усилие, тоннаж), тонн - общее необходимое усилие для осуществления гиба; F = (1,42 x TS x S2 x L) / 1000 x V |
| Усилие | 1000 кН |
| Рабочая длина | 3200 мм |
| Мощность двигателя | 7,5 кВт |
| Рабочая скорость | 8 мм/с |
| Вес | 6200 кг |
| Модель | HBM 100/3200М |
| Расстояние между колоннами, мм | 2600 |
| Ход пуансона, мм | 140 |
| Длина, мм | 3500 |
| Ширина, мм | 1650 |
| Высота, мм | 2450 |
| Глубина подачи (зев), мм | 320 |
| Ход заднего упора, мм | 600 |
| Высота открытия, мм | 410 |
| Усилие, тонн | 100 |
| Частота вращения двигателя заднего упора, об/мин | 1450 |
| Производительность гидравлической маслостанции, л/мин | 16 |
| Максимальное давление гидравлической маслостанции, МПа | 31,5 |
| Длина гиба, мм | 3200 |
| Мощность двигателя, кВт | 7,5 |
| Вес нетто, кг | 6200 |
| Усилие, кН | 1000 |
| Скорость перемещения инструмента, свободный ход, мм/с | 80 |
| Скорость перемещения инструмента, рабочая, мм/с | 8 |
| Скорость возврата инструмента, мм/с | 75 |
| Частота вращения двигателя, об/мин | 1450 |
| Привод заднего упора, мощность, кВт | 0,55 |
| Ось R | Ручная регулировка |
МАССИВНАЯ СТАНИНА

МАССИВНАЯ СТАНИНА
Массивная цельносварная станина, изготовлена из высокопрочной стали. РАМ и основание изготавливаются за один установ, после чего для снятия напряжения металла проходят обжиг при высоких температурах. Чем достигается стабильность конструкции, долговечность и жесткость.
ГИДРОЦИЛЛИНДРЫ

ГИДРОЦИЛЛИНДРЫ
Обеспечивают создание давящего усилие на РАМ пресса, который перемещается сверху вниз, осуществляет механическую деформацию подаваемого в зону обработки материала (процесс гибки).
ГИДРАВЛИЧЕСКАЯ СИСТЕМА И КЛАПАНЫ BOSCH-REXROTH (ГЕРМАНИЯ)
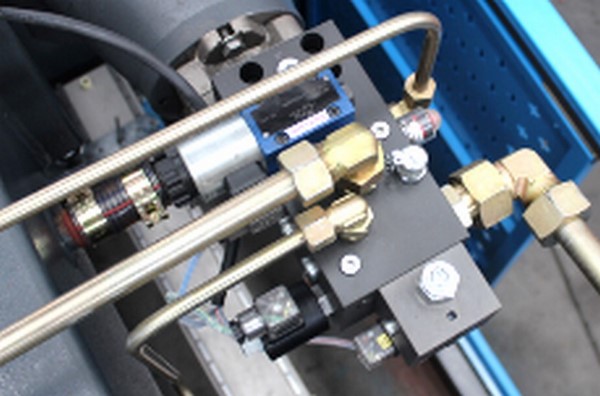
ГИДРАВЛИЧЕСКАЯ СИСТЕМА И КЛАПАНЫ BOSCH-REXROTH (ГЕРМАНИЯ)
Гидравлическая система ведущего мирового производителя. Оптимальное распределение нагрузки и давления системы, благодаря клапанам немецкого качества.
ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США)

ГИДРАВЛИЧЕСКАЯ ПОМПА SUNNY (США)
Обеспечивают надёжную работу гидравлической системы, за счет высоких эксплуатационных показателей и признанной мировыми производителями надежности.
УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА PARKER (США)

УПЛОТНИТЕЛЬНЫЕ КОЛЬЦА PARKER (США)
Обеспечивают надёжную герметичность всей системы, за счет качества и увеличенного ресурса службы.
ПЕРЕДНИЕ ПОДДЕРЖИВАЮЩИЕ УПОРЫ

ПЕРЕДНИЕ ПОДДЕРЖИВАЮЩИЕ УПОРЫ
2 передних поддерживающих упора, позволяют базировать лист, облегчая задачу оператору. Упоры можно отрегулировать по высоте и по ширине рабочего стола.
ПЕДАЛЬ УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ

ПЕДАЛЬ УПРАВЛЕНИЯ ПРОЦЕССОМ ГИБКИ
Листогибочный гидравлический пресс MetalTec HBM 63/2500 укомплектован выносным, ножным модулем управления. Модуль имеет две педали – для подачи верхней плиты вниз, и отвода в первоначальное положение – вверх.
ВЫСОКОТОЧНЫЕ ЖЕСТКИЕ ЗАДНИЕ УПОРЫ (ОСЬ Х) - 3 ШТУКИ

ВЫСОКОТОЧНЫЕ ЖЕСТКИЕ ЗАДНИЕ УПОРЫ (ОСЬ Х) - 3 ШТУКИ
Автоматическая регулировка балки задних упоров по оси Х – относительно оператора вперед/назад.
Блок задних упоров с приводом ШВП - HIWIN (Тайвань), благодаря чему достигается высочайшая точность позиционирования.
Для удобства, станок оснащен 3 упорами, а не 2-умя как на большинстве аналогичных моделей конкурентов.
РУЧНАЯ РЕГУЛИРОВКА БАЛКИ ЗАДНИХ УПОРОВ ПО ВЫСОТЕ (ОСЬ R)
Ручная регулировка балки задних упоров по оси R – относительно оператора вверх/вниз.
НАДЕЖНЫЙ И МОЩНЫЙ ДВИГАТЕЛЬ

НАДЕЖНЫЙ И МОЩНЫЙ ДВИГАТЕЛЬ
Серия SIEMENS - это высокоэффективный низковольтный трехфазный электродвигатель, изготовленный SIEMENS ltd в соответствии со стандартом IEC & GB. Материал корпуса - чугун.
ЭЛЕКТРОШКАФ С ЭЛЕКТРОКОМПОНЕНТАМИ SCHNEIDER (ФРАНЦИЯ)

ЭЛЕКТРОШКАФ С ЭЛЕКТРОКОМПОНЕНТАМИ SCHNEIDER (ФРАНЦИЯ)
Промышленный изолированный электрошкаф, надежно защищает электрокомпоненты от воздействия внешней среды, пыли, влаги и т.д. Удобный и быстрый доступ.
ГИБОЧНЫЙ ИНСТРУМЕНТ

ГИБОЧНЫЙ ИНСТРУМЕНТ
Станок укомплектован стандартным широкоуниверсальным комплектом гибочного инструмента (пуансон + матрица). Данный инструмент позволяет производить гибы с углами – от 90 и более градусов. Матрица V образная многоручьевая, для гиба разных толщин металла. Крепление инструмента – шестигранник.
Возможно применение специализированного инструмента. Изготавливается под заказ. По запросу.

БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ AMADA PROMECAM

БЫСТРОСМЕННЫЙ ИНСТРУМЕНТ AMADA PROMECAM
Станок оснащен быстросменной системой фиксации инструмента.
Наиболее подходит при гибке небольших заготовок сложной формы, с одновременной установкой нескольких разных сегментов пуансонов.
СИНХРОНИЗАЦИЯ ГИДРОЦИЛЛИНДРОВ
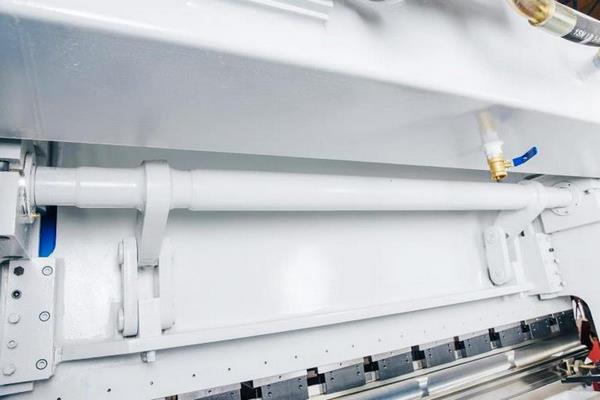
СИНХРОНИЗАЦИЯ ГИДРОЦИЛЛИНДРОВ
Синхронизация гидроцилиндров происходит посредством торсионного вала. Принудительная жесткая синхронизация.
МЕХАНИЧЕСКИЕ КОНЦЕВИКИ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛИТЫ (РАМ)

МЕХАНИЧЕСКИЕ КОНЦЕВИКИ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ПЛИТЫ (РАМ)
Благодаря верхнему и нижнему механическим концевикам, система отслеживает положение РАМА.
СИСТЕМА УПРАВЛЕНИЯ ESTUN E22

СИСТЕМА УПРАВЛЕНИЯ ESTUN E22
Технологичная и функциональная система управления, подходит для большинства задач. Удобна и эргономична, в условиях различной степени загруженности. Позволяет оптимизировать и сохранять операции гиба, и воспроизводить без потери времени.
ESTUN E22
Основные функции:
- Установка ограничений (ограничение хода заднего упора и траверсы)
- Настройка времени выдержки
- Отображение положения заднего упора, с точностью 0,1 мм.
- Отображение позиций осей Х/Y
- Возможность пошагового программирования
- Возможность ручного режима работы
- 30 программ – в каждой до 15 гибов/шагов
- Программирование угла гиба в градусах, и функция корректировки угла, без необходимости высчитывания параметров
- Выбор системы измерения: дюйм / мм
ЗАЩИТНОЕ ОГРАЖДЕНИЕ РАБОЧЕЙ ЗОНЫ

ЗАЩИТНОЕ ОГРАЖДЕНИЕ РАБОЧЕЙ ЗОНЫ
Защитное ограждение предотвращает доступ к узлам станка посторонних, и не ответственных лиц. Помимо этого, это снижает риск травматизма на производстве, закрывая доступ к узлам станка и рабочей зоне неквалифицированного персонала.
СИСТЕМА КОМПЕНСАЦИИ ПРОГИБА

СИСТЕМА КОМПЕНСАЦИИ ПРОГИБА
Система компенсации прогиба (Бомбирование) – механизм компенсирующий прогиб балки, а в следствии и нарушения угла гиба заготовки. Прогиб появляется в момент давления пуансоном на лист, усилием развиваемым гидравлическими цилиндрами.
Необходимость применения систем компенсации прогиба важна, учитывая, что гибочные балки зафиксированы к станине по краям, и в процессе гиба, испытывают упругую деформацию в центральной части. В этом случае длинные детали сгибаются неравномерно. Посередине угол гиба получается меньше, чем по краям. Система компенсации прогиба, позволяет предотвратить или частично/полностью компенсировать прогиб балки, тем самым получить качественный гиб с постоянным углом по всей длине.
сроки поставки уточняйте у менеджеров