


ПромСтройМаш 7А420 Станок долбежный













- Описание
- Особенности
- Характеристики
- Комплектация
УСТРОЙСТВО И РАБОТА СТАНКА ДОЛБЕЖНОГО 7А420

- Станина
- Коробка скоростей
- Смазка
- Коробка подач
- Электрооборудование
- Привод
- Долбяк
- Механизм кулисный
- Стол
- Электрошкаф
- Комплект инструмента (Предоставляется по требованию заказчика)
Вид долбежного станка 7А420 в плане

Габариты рабочего пространства

Размеры резцедержателя

Размеры стола

СХЕМА НАСТРОЙКИ МЕХАНИЗМА ПОДАЧ ДОЛБЁЖНОГО СТАНКА 7А420
Схема настройки механизма подач

Механизм подач
| Номер ступеней | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| Положение органов настройки Подачи стола на двойной ход, мм | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
| 0,067 | 0,13 | 0,2 | 0,26 | 0,33 | 0,4 | 0,46 | 0,52 | 0,59 | 0,67 | 0,73 | 0,79 | |
| продольная | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
| поперечная | 0,1 | 0,2 | 0,3 | ,04 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
| круговая | 0,067 | 0,13 | 0,2 | 0,26 | 0,33 | 0,4 | 0,46 | 0,52 | 0,59 | 0,67 | 0,73 | 0,79 |
Механика главного движения
| Номер ступени | Положение рукоятки коробки скоростей | Число двойных ходов долбяка в мин. | Расчетный КПД пи резании |
| I |  |
32 | 0,656 |
| II |  |
49 | 0,656 |
| III |  |
66 | 0,656 |
| IV |  |
101 | 0,656 |
Таблица средних скоростей рабочего хода V р.х. и номинальных тяговых усилий на долбяке в зависимости от длины строгания
| Длина хода долбяка, мм | Угол рабочего хода | Число двойных ходов в минуту | |||||||
| n=32 | n=49 | n=66 | n=101 | ||||||
| V р.х.м/мин | Р кН | V р.х.м/мин | Р кН | V р.х.м/мин | Р кН | V р.х.м/мин | Р кН | ||
| 25 | 185030' | 1,44 | 58,25 | 2,3 | 36,42 | 3,78 | 22,3 | 5,82 | 14,46 |
| 50 | 191002' | 2,8 | 30,46 | 4,46 | 19,15 | 7,33 | 11,66 | 11,31 | 7,56 |
| 75 | 196035' | 4,09 | 21,2 | 6,51 | 13,34 | 10,69 | 8,12 | 16,49 | 5,26 |
| 100 | 202010' | 5,3 | 16,57 | 8,44 | 10,42 | 13,86 | 6,34 | 21,38 | 4,11 |
| 125 | 207049' | 6,45 | 13,79 | 10,26 | 8,67 | 16,85 | 5,28 | 26,0 | 3,42 |
| 150 | 213031' | 7,53 | 11,94 | 11,98 | 7,51 | 19,68 | 4,57 | 30,37 | 2,96 |
| 175 | 219019' | 8,55 | 10,61 | 13,61 | 6,68 | 22,35 | 4,06 | 34,49 | 2,63 |
| 200 | 225014' | 9,52 | 9,62 | 15,14 | 6,05 | 24,88 | 3,68 | 38,38 | 2,39 |
Органы управления долбёжным станком 7А420 и их значение

- Гайка зажима долбяка при перестановке
- Квадрат для измерения установки долбяка
- Рукоятка установки числа двойных ходов долбяка
- Гайка регулировки угла наклона рамы долбяка
- Рукоятка вводного автомата
- Кнопка пуск долбяка
- Кнопка ускоренного перемещения стола
- Маховик ручной круговой подачи стола
- Маховик ручной поперечной подачи стола
- Рукоятка включения круговой подачи стола
- Лимб коробки подачи стола
- Кнопка «Общий стоп»
- Кнопка «Стоп долбяка»
- Кнопка «Пуск главного двигателя»
- Кнопка ускоренной подачи масла к направляющим рамы долбяка
- Кнопка ускоренной подачи масла к направляющим рамы долбяка
- Квадрат для установки длины хода долбяка
- Выключатель освещения
- Рукоятка фиксации стола
- Маховик ручной продольной подачи стола
- Рукоятка фиксирования подачи стола
- Квадрат ручного перемещения долбяка
ОПИСАНИЕ КОНСТРУКЦИИ И РАБОТЫ ДОЛБЕЖНОГО СТАНКА 7А420
Кулисный механизм станка 7А420 предназначен для преобразования вращательного движения кулисной шестерни в возвратно-поступательное движение долбяка.
Длина хода долбяка устанавливается вращением вала с помощью кривошипной рукоятки, надетой на квадрат.
Резцовая головка поворачивается на 900 в обе стороны.
Возможно обработать поверхность по наклонной плоскости под углом 50 установкой рамы долбяка.
Стол станка 7А420 имеет три вида перемещений: продольное, поперечное и круговое. Все три движения стола имеют до 12 подач, ручные и механические перемещения которых включаются маховиками.
Кнопочная станция, смонтированная на станке, обеспечивает управление станком, сигнализацию наличия напряжения, пуск и останов электродвигателя быстрых перемещений, а также пуск и останов долбяка.
Схема кинематическая станка долбежного 7А420
Ввиду простоты кинематических цепей главного движения и подачи стола, а также передачи движения от оси электродвигателей до исполнительных органов станка, описание кинематической схемы не приводится.

В таблице дается перечень элементов кинематической схемы
| Куда входит | Поз. на рис. | Число зубьев зубчатых колес или заходов червяков, ход. винтов | Модуль или шаг, мм | Ширина обода зубч. колеса |
|---|---|---|---|---|
| Станина | 2 | Шкив | 110 | 68 |
| 3 | Шкив | 380 | 68 | |
| Коробка скоростей | 4 | 36 | 4 | 22 |
| 5 | 30 | 22 | ||
| 6 | 27 | 4 | 22 | |
| 7 | 21 | 4 | 22 | |
| 8 | 19 | 4 | 41 | |
| Кулисный механизм | 9 | 78 | 4 | 40 |
| 10 | 16 | 2,5 | 17 | |
| 11 | 18 | 2,5 | 14 | |
| 12 | 18 | 2,5 | 9 | |
| 13 | 17 | 2,5 | 7 | |
| 14 | 1 | 6 | 170 | |
| 15 | 1 | 6 | 82 | |
| 16 | 1 | 5 | 415 | |
| Долбяк | 17 | 1 | 5 | 50 |
| 17 | 15 | 2,5 | 13 | |
| 18 | 20 | 2,5 | 13 | |
| Коробка скоростей | 20 | 39 | 4 | 38 |
| 21 | 19 | 2,5 | 17 | |
| 22 | 19 | 2,5 | 17 | |
| Коробка подач | 23 | 18 | 2,5 | 16 |
| 24 | 36 | 2,5 | 16 | |
| 25 | 68 | 2 | 12 | |
| 26 | 34 | 2 | 12 | |
| 27 | 48 | храповик | 16 | |
| 28 | 32 | 2,5 | 15 | |
| 29 | 32 | 2,5 | 15 | |
| 30 | 32 | 2,5 | 16 | |
| 31 | 32 | 2 | 16 | |
| 32 | 40 | 2 | 15 | |
| Стол | 33 | 20 | 2,5 | 25 |
| 34 | 20 | 2,5 | 25 | |
| 35 | 27 | 2,5 | 22 | |
| 36 | 35 | 2,5 | 22 | |
| 37 | 27 | 2,5 | 22 | |
| 38 | 1 | 6 | - | |
| 39 | 1 | 6 | 60 | |
| 40 | 39 | 2,5 | 22 | |
| 41 | 27 | 2,5 | 22 | |
| 42 | 20 | 2,5 | 25 | |
| 43 | 20 | 2,5 | 26 | |
| 44 | 20 | 2,5 | 25 | |
| 45 | 20 | 2,5 | 25 | |
| 46 | 1 | 3 | 60 | |
| 47 | 90 | 3 | 30 | |
| 48 | 30 | 2,5 | 22 | |
| 49 | 44 | 2,5 | 22 | |
| 50 | 48 | 2,5 | 22 | |
| 51 | 30 | 2,5 | 22 | |
| 52 | 1 | 6 | - | |
| 53 | 1 | 6 | 60 | |
| Коробка скоростей | 54 | 38 | 1,5 | 18 |
| Смазка | 55 | 54 | 1,5 | 10 |
| 56 | 18 | 1,5 | 12 | |
| 57 | 26 | 1,5 | 9 | |
| Станина | 59 | 76 | - | 30 |
| 60 | 186 | - | 30 | |
| Коробка скоростей | 61 | 40 | 4 | 22 |
| 62 | 17 | 4 | 22 | |
| 63 | 23 | 4 | 22 | |
| 64 | 34 | 4 | 22 |
Станина станка 7А420

Станина станка 7А420 состоит из вертикальной 1 и горизонтальной 2 станин коробчатой формы, соединенных между собой.
Верхняя и нижняя части станины служат связывающими звеньями для всех узлов станка.
Внутренняя часть верхней станины служит одновременно резервуаром для централизованной смазки.
В нижней части станины размещены подмоторные плиты для установки электродвигателей главного привода и ускоренных перемещений стола.
Коробка скоростей станка долбежного 7А420

Коробка скоростей смонтирована в отдельном корпусе 1, который закреплен на платике верхней станины. Коробка скоростей служит для получения 4-х различных скоростей перемещения долбяка.
Ведущий шлицевой вал 15 коробки скоростей установлен на шариковых радиальных подшипниках и связан с узлом привода посредством муфты 17. На ведущем валу находится блок шестерен 16 и два зубчатых колеса 13 и 14.
Второй вал 10 коробки скоростей установлен на конических роликоподшипниках. На этом валу находится блок шестерен 12 и два зубчатых колеса 7 и 9, а также зубчатое колесо 6, зацепляющееся с кулисной шестерней.
Крутящий момент передается от узла привода через муфту 17 на вал 16, а с него на вал 10 либо через блок шестерен 16 и зубчатые колеса 7 и 9, либо через зубчатые колеса 13 и 14 и блок шестерен 12.
Изменение скорости перемещения долбяка производится рукояткой переключения скоростей 2, перемещением блоков шестерен 12 и 16 и при помощи переводок 3 и 21.
На конце вала 10 имеется квадрат для кривошипной рукоятки при перемещении долбяка вручную. Подпружиненная втулка 11 выталкивает рукоятку после окончания ручного поворота вала.
Конические зубчатые колеса 20 и 19 служат для передачи крутящего момента от кулисной шестерни через зубчатое колесо 22 на вал коробки подач. Подшипник 18, эксцентрично расположенный на муфте 17, является приводом плунжерного насоса.
Смазка зубчатых колес и подшипников коробки скоростей осуществляется от плунжерного насоса через трубку 8, слив масла – через сливные отверстия у дна корпуса в резервуар станины.
Отверстие с фильтром 4, закрытое пробкой 5, предназначено для залива масла.
Коробка подач долбежного станка 7А420



Коробка подач осуществляет продольную, поперечную и круговую подачи стола и его ускоренное перемещение.
Вал 6 через шарнирные муфты соединен с коробкой скоростей и через шестерни 7 и 18 сообщает вращательное движение валу 19 с набором эксцентричных кулачков, позволяющих осуществлять 12 различных подач. Ролик рычага 17 в контакте с кулачками совершает колебательное движение. Через вал 20 это движение передается зубчатому сектору 21 и через него зубчатому колесу 22, на котором жестко насажен рычаг 5, несущий собачку 4.
Совершая колебательное движение, зубчатое колесо 22 посредством рычага и собачки осуществляет поворот храпового колеса 23 на число зубьев, зависящих от эксцентриситета кулачка, с которым находится в контакте ролик рычага 17. От храпового колеса 23 движение передается через реверсивный механизм зубчатому колесу 2 и через предохранительную муфту на вал подачи. Величина подачи устанавливается по нониусу лимба 26. Выключают подачу эксцентриком 8.
Ускоренное перемещение осуществляется от отдельного электродвигателя через шкив 15 и обгонную муфту 14. Реверсирование перемещения стола производится включением кулачковой муфты 16 на валу 12 с шестернями 9 и 13.
Привод станка долбежного 7А420

От электродвигателя через клиновые ремни вращение передается шкиву 1, который размещен на втулке 4, вращающейся на подшипниках.
Включение привода осуществляется включением электромагнитной муфты 2.
Тормозная электромуфта 3 позволяет быстро останавливать привод.
Долбяк станка 7А420


Долбяк 14 представляет собой деталь коробчатой формы, которая скользит по направляющим рамы 5.
На нижней части долбяка установлена резцовая головка 5, которая поворачивается на угол 900 в обе стороны. Отсчет величины поворота в градусах ведется по нониусу на резцовой головке. Резцовая головка закреплена конусом 2, который затянут болтом 3.
Для установки места долбления необходимо, ослабив затяжку гайки 4, вращать винт 6 рукояткой, надетой на квадрат 13, через зубчатые колеса 9 и 12. После установки долбяка на требуемую высоту относительно стола гайку 4 вновь затянуть. На винте 6 имеется гайка 7, которая соединена через серьгу 8 с кулисным механизмом.
При необходимости раму долбяка можно поворачивать на угол до 50, для чего ослабляют упор 10 и, вращая гайку телескопического винта, устанавливают долбяк на нужный угол.
Отсчет угла наклона в градусах ведется по шкале на раме. Установив требуемый угол наклона долбяка, упор вновь затягивают.
Механизм кулисный долбежного станка 7А420

Кулисный механизм предназначен для преобразования вращательного движения кулисной шестерни в прямолинейное возвратно-поступательное движение долбяка.
Корпус 6 смонтирован в коробке скоростей на двух конических роликовых подшипниках. По наружному периметру корпуса 6 закреплена шестерня 13. В направляющих корпуса 6 перемещается палец кулисы и камень 3.
Кулиса 2 смонтирована в верхней части станины на оси 1 и одним концом соединена с серьгой долбяка.
При вращении кулисной шестерни палец 4 кулисы совершает вращательное движение вокруг оси корпуса 6. Камень 3, вращаясь вместе с пальцем 4 скользит по направляющим паза кулисы и заставляет ее совершать качание на оси. Кулиса, совершающая колебательное движение, сообщает долбяку прямолинейное возвратно-поступательное движение.
Длину хода долбяка устанавливают вращением вала 8 кривошипной рукояткой, надетой на квадрат. Через шестерни 9, 10, 11, 12 вращение вала передается винту 5. Палец кулисы передвигается с винтом 5. При изменении расстояния между осями пальца и корпуса 6 соответственно меняется длина хода долбяка. Отсчет величины хода ведется по нониусу 7.
Стол долбежного станка 7А420



Стол станка расположен на горизонтальных направляющих на нижней станине и состоит из нижних салазок 2, верхних салазок 3 и поворотного круглого стола 4.
Стол станка имеет продольные, поперечные и круговые движения подач как ручных, так и механических, включение которых осуществляется соответственно маховичками 1, 5 и 6.
При включении механической подачи маховички передвигают от себя до сцепления кулачковых муфт, при ручной подаче маховички двигают на себя. Все движения от коробки подач до стола передаются через вал 18.
Круговые и поперечные подачи стола осуществляются через фартук с шестернями 13, 12, 24, 23, 22, 21, 20; продольные – через фартук с шестернями 14, 15, 16 и 17. Т вала 19 через шестерни 7,8,11,9 и откидной червяк 10, который входит в зацепление с шестерней 25, столу сообщается круговое движение. Все три движения имеют 12 подач и ускоренное перемещение. На круглом столе 4 имеется фиксирующее устройство на двенадцать точек через 300.
Ускоренное перемещение включают кнопкой 7 (см. перечень органов управления), реверсирование направления перемещения осуществляется рукояткой реверса подач.
При работе на тяжелых черновых режимах необходимо выбирать зазор в подвижных соединениях, не участвующих в перемещении салазок или круглого стола, поджимая винты в зависимости от перемещения.
Смазка долбежного станка 7А420

Эксцентриковая муфта 4 служит приводом плунжерного насоса. Механизм смазки смонтирован на корпусе коробки скоростей и помещается внутри верхней станины.
Плунжерный насос 1 через фильтр 5 подает масло в маслораспределитель 3, делящий поток масла в коробку скоростей, кулисный механизм и электромагнитные муфты.
Через насос 2 осуществляется дозированная смазка гайки, серьги кулисного механизма, направляющих долбяка.
Регулируют систему смазки через окно в верхней станине.
ЭЛЕКТРООБОРУДОВАНИЕ ДОЛБЕЖНОГО СТАНКА 7А420
На станке 7А420 установлены два электродвигателя.
На станке применяется электрооборудование на напряжение питающей сети 380В, частота тока 50Гц, цепь управления – 110В, 50Гц, цепь постоянного тока – 24В, цепь освещения – 24В и 110В
На станке имеются электромагнитные муфты для пуска и торможения долбяка.
Освещение рабочего места производится светильником, установленном на верхней станине.
Шкаф управления установлен на задней стенке станины.
Ввод осуществляется проводом марки ПВ-3 с сечением 2,5 мм2 белого цвета для линейных проводов и желто-зеленого цвета для заземления.
На боковой стенке электрошкафа находится вводный автоматический выключатель (QF1).
На боковой стенке станины, в нише, находятся следующие органы управления:
- кнопка пуск главного привода
- кнопка пуск долбяка
- кнопка стоп долбяка
- кнопка перемещения стола (толчковый режим)
- кнопка общий стоп
- сигнальная лампа с линзой красного цвета, показывающая включенное состояние главного двигателя.
Смену смазки для подшипников электродвигателей при нормальных условиях работы производить через 4000 часов работы.
При работе в пыльной и влажной среде смену смазки следует производить по мере необходимости.
Перед заполнением свежей смазкой подшипники должны быть тщательно промыты бензином.
Полость заполнить смазкой на 2/3 объема.
Рекомендуемые смазки для подшипников качения электродвигателей
| Страна, фирма | Марка смазочного материала | Примечание |
| РОССИЯ ВеликобританияСШАРОССИЯ | Смазка 1-13-жировая ГОСТ 1631-61РВ, -А, -С, -НАА, -В, KF, -IСмазка ЦИАТИМ-203 ГОСТ8773-73 | Температура подшипников от 00 до 800С Для тропических условий. Температура подшипников от 500 до 1200С |
Схема электрическая принципиальная:

Схема электрическая соединений:
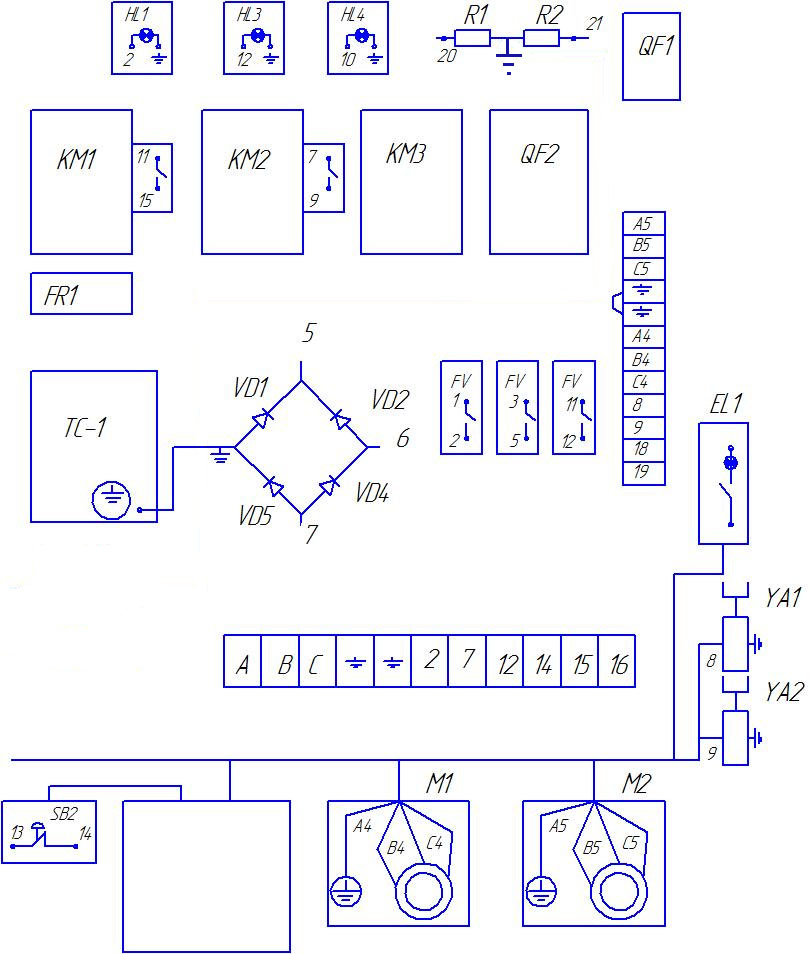
Схема расположения электрического оборудования на станке 7А420

| Обозначение | Наименование | Кол-во |
| EL1 | Светильник местного освещения 24V | 1 |
| FR1 | Реле электротепловое –РТИ-1321 | 1 |
| FU | ВА 4729-6А | 3 |
| HL1…HL2 | цвет. лампочки- красный | 2 |
| HL3…HL4 | цвет. лампочки- зеленый | 2 |
| KM1 | КМИ 22510 110v с приставкой ПКИ-22 | 1 |
| KM2 | КМИ 10910 110Vc приставкой ПКИ-22 | 1 |
| KM3 | КМИ 10910 110V | 1 |
| М1 | А112МА6УЗ | 1 |
| М2 | А112МА8 УЗ | 1 |
| R1,2 | Резистор ПЭВ-101 к Ω ожо476,576 ТУ | 2 |
| QF1 | АЕ 2046 М100 25А | 1 |
| QF2 | ВА 472380V | 1 |
| SB1 | КЕ 021УЗ красная грибковая | 1 |
| SB2 | КЕ 021УЗ красная грибковая | 1 |
| SB3,4,6 | КЕ 011 УЗ черная | 3 |
| SB5 | КЕ 011 УЗ красная | 1 |
| ТС1 | ТР 0,16 kv.A ОСМ1-0,16УЗ | 1 |
| VD1…VD4 | Диод D242A PO336.25 ТУ | 4 |
| YA1 | Муфта ЭТМ – 092 – 1Н | 1 |
| YA2 | Муфта ЭТМ – 096 – 1Н | 1 |
Возможные нарушения в работе электрооборудования станка:
| Возможные нарушения | Вероятные причины | Метод устранения |
| Не горит сигнальная лампочка | Отсутствие напряжения в сети | Проверить наличие напряжения прибором |
| Перегорела лампочка | Сменить лампочку | |
| Неисправна обмотка трансформатора TCI | Заменить трансформатор | |
| Не включается электродвигатель М1 | Сработало реле FRI | Вернуть реле в исходное положение |
| Не включается пускатель КМ1 | Заменить пускатель | |
| Неисправна цепь самоподхвата | Устранить неисправность | |
| Не включается электродвигатель М2 | Выбило автомат QF2 | То же |
| Не включаются муфты YА1 и YА2 | Не сработал магнитный пускатель КМ2 или КМ3 | То же |
ПЕРВОНАЧАЛЬНЫЙ ПУСК ДОЛБЕЖНОГО СТАНКА 7А420
- При первоначальном пуске станка 7А420 необходимо, прежде всего, проверить надежность заземления и качество монтажа электрооборудования внешним осмотром.
- При помощи вводного автомата станок подключается к цеховой сети.
- Проверить действие блокирующих и сигнализирующих устройств шкафа.
- При помощи кнопок проверить четкость срабатывания магнитных пускателей.
ВНИМАНИЕ! При подключении электродвигателя главного движения направление вращения ротора должно соответствовать направлению стрелки, нанесенной на кожухе.
Описание работы долбежного станка 7А420
- Пуск главного привода М1 осуществляется нажатием кнопки SB3 (14-16), которая замыкает цепь магнитного пускателя КМ1 (10-17), переводя его на самопитание (14-16).
- Остановка электродвигателя главного привода М1 осуществляется нажатием кнопки SB2 (13-14).
- Управление электродвигателем перемещения стола М2 осуществляется нажатием толчковой кнопки SB4 (14-15).
- Пуск ползуна осуществляется кнопкой SB6 (18-19), включается магнитный пускатель КМ2 (10-19) и становится на самопитание (18-19), а н.о. контакт КМ2 (7-8) включает электромагнитную муфту УА1; н.з. контакт КМ2 (7-9) отключает электромагнитную муфту УА2.
- Останов ползуна осуществляется кнопкой SB5 (16-18), отключается катушка магнитного пускателя КМ2 (10-19), замыкается н.э. контакт (7-9), включается электромагнитная муфта УА2.
- Защита электродвигателя М1 от коротких замыканий осуществляется автоматическим выключателем QF1.
- Защита электродвигателя М2 от коротких замыканий осуществляется автоматическим выключателем QF2.
- Защита электродвигателя М1 от перегрузок осуществляется тепловым реле FR1.
- Защита цепей управления, освещения и цепи постоянного тока осуществляется предохранителями FU.
СИСТЕМА СМАЗКИ СТАНКА 7А420
Принципиальная схема системы смазки станка 7А420

Смазка станка обеспечивается циркуляционной системой смазки узлов коробки скоростей, долбяка, привода, кулисного механизма, коробки подач. Эта система состоит из резервуара 1, маслоуказателя 2, фильтра 3, плунжерного насоса 5, маслораспределителя 7, насоса 8.
Плунжерный насос закреплен на кронштейне внутри верхней станины и приводится в действие от вала эксцентриковой муфты, получающей вращение от клиноременной передачи главного привода. Масло из резервуара, расположенного в верхней части станины, всасывается насосом через фильтр и под давлением подается к маслораспределителю 7. От него масло поступает к оси кулисы, электромагнитной муфте, кулисной шестерне, на кулисный камень и к насосу 8.
Насос механическим приводом подает масло к направляющим долбяка и на ось серьги. Для кратковременной увеличенной подачи масла к направляющим долбяка перед началом работы в системе смазки предусмотрен механизм ускоренной подачи смазки при нажатии на кнопку 9, с помощью которого открывается дополнительный поток масла от плунжерного насоса к направляющим долбяка, минуя насос (лубрикатор).
Сбор утечек масла с направляющих долбяка и рамы осуществляется двумя маслосборниками, установленными на раме, из которых масло сливается по трубам в резервуар.
Указания по монтажу и эксплуатации системы смазки:
Перед пуском необходимо:
- заполнить резервуар 1 маслом, в количестве 18л. При этом маслоуказатель должен быть заполнен наполовину.
- заполнить резервуар 16 маслом в количестве 0,3л.
- смазать шприцом все точки, указанные в схеме
- смазать направляющие станины и салазок стола, поливая из масленки, а также сверху скосы рамы, клина, долбяка
- смазать механизм круглого стола – для этого необходимо установить стол на деление 2700, отвернуть пробку заливного отверстия 17 и залить масло 0,15л. В этом случае смазывается только часть механизма. Для смазки остальной части необходимо стол установить на деление 2500 и залить 0,1л. масла.
Карта смазки станка долбежного 7А420

Перечень элементов смазочной системы долбежного станка 7А420
| № | Обозначение | Наименование | Кол. | Прим. |
| 1 | 7А42010.102 | Станина верхняя – резервуар | 1 | 18л |
| 2 | 1-13 МН76-63 | Маслоуказатель | 1 | |
| 3 | 10-8-2 ОСТ2 СЧ1-2-80 | Фильтр приемный сетчатый | 1 | |
| 5 | 31.У.4.1 ГОСТ22918-78 | Насос плунжерный | 1 | 2,5см2/ход |
| 7 | 7А420.20.312 | Корпус маслораспределителя | 1 | |
| 8 | 106.ПУ41ГОСТ22953-78 | Насос смазочный поршневой многопоточный | 1 | |
| 9 | 7А420.60.010 | Кнопка ускоренной подачи масла | 1 | |
| 10 | 7А420.30.0217А420.30.022 | МаслосборникМаслосборник | 11 | |
| 11 | 7А420.30.012 | Маслосборник рамы | 1 | |
| 12 | 7А420.30.016 | Маслованна | 1 | 0,03л |
| 13 | 7402.20.361 | Труба-распылитель смазки | 1 | |
| 14 | 7402.20.301 | Корпус-резервуар для сбора масла | 1 | |
| 15 | 7402.50.087 | Отверстие для заливки масла | 1 | |
| 16 | 7А420.50.012 | Крышка-резервуар | 1 | 0,3л |
| 17 | 7А420.60.013 | Стол круглый | 1 | 0,25л |
| 18 | 3.2.2Ц6 ГОСТ19853-74 | Пресс-масленки | 19 | |
| 19 | 7А420.10.065 | Пробка слива масла | 1 | |
| 20-31 | Точки смазки | |||
| 32 | 8-2-1 ГОСТ21993-76 | Клапан | 1 |
Перечень точек смазки:
| Поз. на рис.22 | Периодичность смазки | Смазываемая точка | Куда входит |
| 20(1)-20(2) | Непрерывная | Электромагнитные муфты | Привод |
| 21(1)-21(2) | то же | Ось кулисы, кулисная шестерня, камень | Механизм кулисный |
| 22 | то же | Зубчатые колеса, подшипники | Коробка скоростей |
| 23(1)-23(2) | то же | Направляющие | Долбяк |
| 25 | то же | Ось серьги долбяка, гайка | Долбяк |
| 26(1)-26(7) | Периодическаязалив масла 1 раз в смену | Зубчатые колеса, валик, подшипники, эксцентрик | Коробка подач |
| 27-28 | то же | Зубчатые колеса, червячная передача | Стол |
| 33,40,41 | то же | Направляющие резцедержки, опора винта | Долбяк |
| 34-39,42-49 | то же | Шестерни, валы, опоры, маховики, винты, гайки | Стол |
| 50 | то же | Опора вала | Коробка подач |
Перечень возможных неисправностей системы смазки:
| Возможные неисправности | Вероятная причина | Способ устранения |
| Не поступает масло к точкам смазки коробки скоростей, кулисы | Неисправен плунжерный насос | Заменить насос |
| Засорился фильтр | Промыть фильтр | |
| Нарушена герметичность трубопровода | Заменить трубки, концевые соединения | |
| Низкий уровень масла | Долить масло до уровня | |
| Отсутствует подача масла к направляющим | Неисправен насос | Заменить насос |
| Нарушена герметичность трубопровода | Заменить трубки |
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ ПРИНУДИТЕЛЬНОЙ ПОДАЧИ МАСЛА РАБОТАТЬ НА ДОЛБЁЖНОМ СТАНКЕ 7А420 СТРОГО ЗАПРЕЩАЕТСЯ!
Заменять масло в резервуаре 1 необходимо не реже 1 раза в месяц, в резервуаре 16 – один раз в месяц. Направляющие станины, верхние и нижние салазки смазывать через пресс-масленки 1 раз в смену.
ПОРЯДОК УСТАНОВКИ ДОЛБЁЖНОГО СТАНКА 7А420
Распаковка
При распаковке станка 7А420 сначала снимается верхний щит упаковочного ящика, а затем боковые щиты. Необходимо следить за тем, чтобы не повредить станок упаковочным инструментом.
Транспортирование

Для транспортировки распакованного станка используют 2 стальные штанги. Для предохранения выступающих частей и окраски станка от повреждения канатом необходимо установить под канат деревянные или войлочные прокладки.
Порядок установки долбежного станка 7А420

- Перед установкой долбежный станок 7А420 необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые, а также закрытые кожухами обработанные поверхности станка и покрыть тонким слоем масла И-20А.
- Смазку очищать сначала деревянной лопаточкой, а затем оставшуюся смазку с наружных поверхностей удалить салфетками, смоченными в органическом растворителе.
- Станок устанавливается на бетонном фундаменте, глубина которого берется в зависимости от грунта, но не менее 500мм.
- Запрещается установка долбежного станка на междуэтажных перекрытиях зданий.
- Точность работы станка 7А420 зависит от правильности установки его на фундаменте. Станок устанавливается на фундаменте и выверяется в продольном и поперечном направлениях при помощи уровня.
- При выверки станка под основание необходимо подложить 4 клина с углом наклона 50, перемещением которых достигается требуемая точность установки станка на фундаменте.
- Отклонение плоскости стола от горизонтального положения не должно превышать 0,04мм на 1000мм длины в обоих направлениях. Окончательно выверенный станок подливают цементным раствором и после затвердевания раствора затягивают фундаментные болты.
Подготовка долбёжного станка 7А420 к первоначальному пуску и первоначальный пуск
- Заземлить долюёжный станок 7А420 подключением к общей цеховой системе заземления.
- Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
- Ознакомившись с назначением рукояток управления, следует проверить от руки работу всех механизмов станка. Выполнить указания, изложенные в разделах «Электрооборудование» и «Система смазки», относящиеся к пуску станка.
- Опробовать электродвигатель без включения рабочих органов станка после его подключения к электросети, обратив особое внимание на работу системы смазки.
- Убедившись в нормальной работе всех механизмов, можно приступать к настройке станка для работы.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСЛОУКАЗАТЕЛЯХ РАБОТА НА СТАНКЕ СТРОГО ЗАПРЕЩАЕТСЯ!
Порядок работы на станке долбёжном 7А420
- Для выбора режимов обработки изделий из различных материалов рекомендуется пользоваться справочниками по режимам резания.
- Длина хода долбяка устанавливается путем изменения эксцентриситета кулисного пальца относительно оси кулисной шестерни вращением квадрата вала.
- Отсчет ведется по лимбу.
- Число двойных ходов долбяка устанавливается рукояткой коробки скоростей в соответствии с таблицей скоростей.
- Вылет долбяка на требуемом расстоянии от оси стола устанавливается вращением вала квадрата перестановки долбяка кривошипной рукояткой, при этом гайка зажима долбяка должна быть отпущена.
- После установки долбяка гайку затянуть.
- Величина подачи устанавливается по лимбу коробки подач.
- Резец устанавливается и закрепляется в резцедержке.
- Обрабатываемая деталь крепится непосредственно на поворотном столе станка или в специальном приспособлении, закрепленном на поворотном столе. Технологические приспособления для установки и зажима детали должны быть прочными.
- Для установки детали относительно центра поворотного стола имеется центрирующее отверстие
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ ПРИ РАБОТЕ НА ДОЛБЁЖНОМ СТАНКЕ
1. Соблюдать все общие правила техники безопасности при работе на металлорежущих станках.
2. Не приступать к работе без предварительного тщательного изучения Руководства по эксплуатации.
3. Производить транспортировку и установку долбёжного станка 7А420 на место его эксплуатации согласно разделу «Порядок установки».
4. Измерить, до подключения станка 7А420 к сети, сопротивление в системе заземления, которое должно быть не более 0,1 Ом между заземляющим винтом и любой металлической частью станка. Электродвигатели, электрошкаф и станина должны быть надежно заземлены. При подаче напряжения к электрошкафу управления (включением вводного автоматического выключателя) загорается сигнальная лампочка белого цвета на электрошкафе, а при подаче напряжения на электродвигатель загорается лампочка зеленого цвета на пульте управления.
5. Перед пуском станка в работу заполнить маслом масляную ванну в станине и произвести смазку всех трущихся частей станка.
6. Перед началом работы:
- проверить прочность крепления кожуха ограждения ременной передачи и лотка для отвода масла, стекающего с направляющих ползуна;
- проверить исправность токоведущих частей аппаратуры;
- проверить наличие стружкосборника для защиты от стружки.
7. Проверить на холостом ходу исправность действия:
- электрических кнопочных устройств управления;
- системы смазки и убедиться в нормальной и бесперебойной подаче масла во все точки станка.
8. Убедиться на холостом ходу в отсутствии заеданий в подвижных частях станка, а также в своевременном срабатывании предохранительной муфты во время упора поперечины и стола в их крайних положениях.
ВНИМАНИЕ!
- Отвести стол от долбяка при установке обрабатываемой детали.
- Руководствоваться при работе на станке таблицами ограничения частоты двойных ходов долбяка в минуту при различной длине хода и средней скорости перемещения долбяка.
- Усилие на долбяке не должно превышать 15кН.
НЕ ДОПУСКАЕТСЯ!
- работать на долбёжном станке при отсутствии давления в системе смазки и отсутствии масла в контрольных отверстиях, включать вводный выключатель при открытом электрошкафе;
- пользоваться рукояткой переключения на ходу станка;
- производить на ходу станка перестановку долбяка и изменять длину его хода;
- работать на станке без кожуха ременной передачи;
- производить поворот корпуса тисков относительно стола при работе долбяка;
- отставлять инструмент и посторонние предметы на поверхности станка;
- производить измерение обрабатываемых заготовок, настройку и наладку станка с рабочим ходом.
Назначение долбежного станка модели 7Д420
Долбежный станок 7А420 предназначен для наружного и внутреннего долбления плоских и фасонных поверхностей, вырезов и канавок, а также для долбления с поднутрением до 5° в условиях индивидуального и мелкосерийного производства.
- Область применения – инструментальные, механические цехи и ремонтные службы машиностроительных и металлообрабатывающих предприятий.
- Класс точности – Н по ГОСТ 8-82.
- Вид технического исполнения – 04 по ГОСТ 15150-69. Станки также пригодны для эксплуатации в условиях УХЛ-4.
| Рабочий ход долбяка, мм | 20 - 200 |
| Усилие резания, кН | 15 |
| Диаметр стола, мм | 500 |
| Расстояние от плоскости стола до нижней поверхности направляющей, мм | 320 |
| Расстояние от наружной поверхности резцовой головки до внутренней, мм | 450 |
| Высота обрабатываемого изделия при обработке наружной поверхности, мм | 300 |
| Высота обрабатываемого изделия при обработке внутренней поверхности, мм | 100 |
| Скорость долбяка под нагрузкой,м/мин | 32, 49, 66, 101 |
| Продольный ход стола, мм | 500 |
| Поперечный ход стола, мм | 400 |
| Круговой ход стола, град. | 360° |
| Диапазон продольных подач стола на один двойной ход долбяка, мм | 0,1 - 1,2 |
| Диапазон поперечных подач стола на один двойной ход долбяка, мм | 0,1 - 1,2 |
| Мощность главного привода, кВт | 3,6 |
| Мощность привода ускоренной подачи, кВт | 1,1 |
| Габаритные размеры (ДхШхВ), мм | 2100х1270х2175 |
| Масса, кг | 2000 |
Дополнительные опции 7А420
- 7А420.50.109 Собачка
- 7А420.50.131 Сухарик
- 7А420М.22.022 Колесо зубчатое
- 7А420.40.033 Камень
- 7А420.50.105 Храповик
- 7А420.50.144 Колесо зубчатое
- Запасные части к магнитному пускателю (КМИ-22510, КМИ-10910)
- Запасные части к тепловому реле ТРИ-1321 (нагреватель на 5А, 8А, 10А)
- Тиски ГОСТ 14904-80 (7200-0215-01)
- Ключи по ГОСТ 2839-80 (7811-0025С2,7811-0041С2)
Инструменты и принадлежности
- 7200-0215-01 Тиски ГОСТ 14904-80
- 7811-0025С2,7811-0041С2 Ключи по ГОСТ 2839-80

сроки поставки уточняйте у менеджеров